您好,欢迎访问这江苏丽浮

专注管材成型设备生产
管材加工成型设备专业制造商
全国服务热线18796838612
全国服务热线18796838612
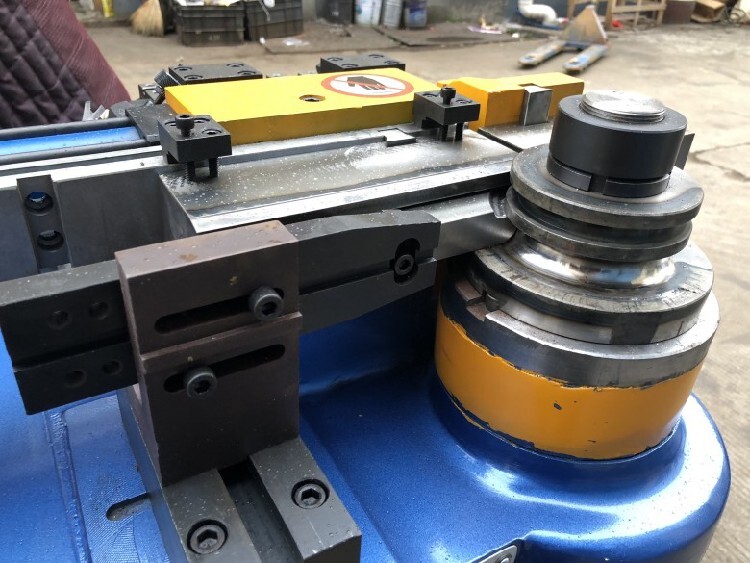
弯管机大致可分为数控弯管机、液压弯管机等。 主要用于电力建设、公路铁路建设、锅炉、桥梁、船舶、家具、装饰等行业的管道铺设和抢修,具有功能多、结构合理、操作简单等优点。

结构方面:
1、弯管机采用触摸屏和数控模块,对话式操作,程序设置方便;
2、床身结构稳定,不易变形;
3、每个档位可设置16个弯管角度,内存可存储16组文件;
4、配备慢速定位功能,弯管角度稳定,重复精度达到±0.1°;
5、错误信息显示在屏幕上,帮助操作人员立即排除;
6.提供自主开发的坐标转换弯管加工值。 该软件可以购买并安装在台式电脑上进行编辑和计算。

工艺:
弯管机以与金属板材相同的方式弯曲管道。 在纯弯曲情况下,外径为D、壁厚为t的管道在外力矩M的作用下弯曲时,中性层外管壁受到拉应力σ1作用,管壁变得更薄; 中性层内管变薄。 管壁受到拉应力σ1的影响,管壁变厚。 此外,由于合力F1和F2,截面形状从圆形变为近似椭圆形。 当变形过大时,外管壁会出现裂纹,内管壁会出现皱纹。
管材的变形程度取决于相对弯曲半径R/D和相对厚度t/D。 R/D和t/D值越小,变形程度越大。 为了保证管材成型质量,必须将变形程度控制在允许范围内。 管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,还要考虑管材的使用要求。 管件的成形限值应包括以下内容:
1、中性层外拉伸变形区伸长变形较大,未超过材料的塑性许用值而引起破裂;
2、在中性层内部压缩变形区,薄壁结构件在切向压应力作用下不会失稳、起皱;
3、管件如有椭圆度要求,控制其截面扭曲;
4、如果管件有承受内压的强度要求,应控制其壁厚减少量的成形极限。

弯管机除了具有弯管功能外,还可以将油缸用作液压千斤顶。 与数控弯管设备相比,它更便宜,更容易使用。 在国内弯管机市场占据主导产品地位。
弯管机作用及操作流程是什么:
1、静止状态:弯管机的静止位置是上弯梁处于上止点。 为防止不受控制的向下运动,系统用无泄漏背压阀密封液压缸的杆室;
2、向下运动:普通弯管机的向下快关运动大多采用自由落体的形式,即由弯管机横梁及各种附件的自重产生运动。 在此过程中,液压缸的无杆室通过充油阀充满油液,此时无杆室会产生背压。 快进速度可达250mm/s),由比例方向阀开环或闭环控制。 快进运动从上死点开始,经过短暂的制动阶段,在距离弯板6mm处结束。弯管机需要不同的快进终点位置

温室弯管机系统设置:
1:系统采用PLC触摸屏、伺服电机、变频器作为控制系统主要部件。 其性能可靠、操作简便直观、故障率低、易学易懂、易于维护。 它是现代工业自动化技术的最新成果。
2、工作设置:开机时,先将手动/自动开关拨至手动位置,然后点击屏幕上的手动测试按钮,进入手动测试状态。 此时,用手轻按屏幕上的舵机前进、舵机后退、传动后退、传动前进、传动后退按钮。 按下按钮时,应注意机械动作是否正确,电气系统中各接近开关是否有效工作。 各部位是否正常。
3:手动测试完成后,返回主页面,根据实际情况设置工作画面。





