您好,欢迎访问这江苏丽浮

专注管材成型设备生产
管材加工成型设备专业制造商
全国服务热线18796838612
全国服务热线18796838612
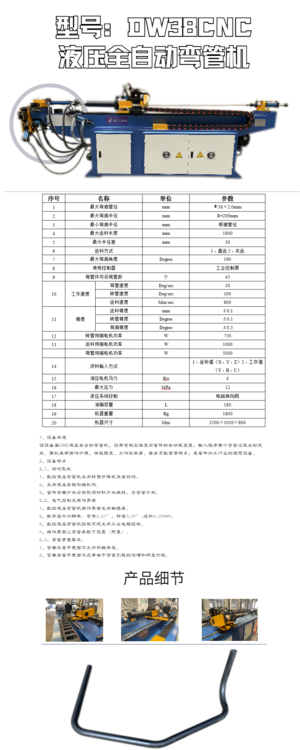
平顶山小型全手动弯管机厂家,油压全手动弯管机
结构方面:
1、弯管机采用触银幕加数控模组,对话式操作,程式设定简便容易;
2、床身结构稳固,不易变型;
3、每一档可设定16个弯管角度,记忆体可储放16组档案;
4、俱慢速定位功能,弯管角度稳定大型弯管机,重复精度达±0.1°;
5、错误讯息在屏幕上显示,帮助操作者立刻排除;
6、提供自行研制之坐标转换弯管加工值,软体可购买装在桌上型笔记本编辑估算。
弯管机操作中:
1、机床开动时注意人体不得步入转臂旋转扫过的范围;
2、机床工作时,所有人员严禁步入转臂及管材扫过的空间范围;
3、机床油压系统采用YA-N32普通油压油(原钢号20号),正常情况下每年更换一次,滤油器同时清洗;
4、调整车床(磨具)时,应由调整者自已按动按键进行调整。绝不可一人在车床上调整,另一人在控制柜上操作;
5、调整车床或开空车时应卸下芯杆;
6、液压系统压力不可小于14Mpa;
7、手动调整侧缸速率时转臂应旋转至≥900时进行调整,调整速率为转臂转动弯管磨具边沿的线速率同步,严禁在自动状态右侧推推动速率小于旋转磨具边沿的线速率;
8、一般机器使用一段时间后应检测链条的涨紧程度,保持上下链条松紧一致;
9、自动操作时在有芯弯曲模式中,弯臂返回前,操作人员芯头在管子上面,或确保芯轴在弯臂返回时没有抵挡现象,否则,芯头或芯杆有可能被折边或扭断;
工作结束后,切断电源,做好清洁润滑工作。

使用弯管机对薄板进行剪板如下优点:
1、加工精度高,可降低下脚料、边角料,也可降低再加工的磨削量,既增强了再加工效率,又有利于减轻消耗;
2、可以选择加工方法,较之气割切割,其加工后钢材的晶相组织变化较少,可钢材的原状态,有利于进行加工;
3、由于集中加工可批量及生产的连续性,可以研究此项技术并采用设备,大幅度提升和增加四,使用户简化生产环节,提升生产水平。

1.电动弯管机是纯电动的,由一个马达推动送料,一个伺服马达负责推弯。
2、液压弯管机是将弯管动作分解开来,分别用油压来驱动夹紧退夹,弯管退弯,辅进辅退,进芯退芯等动作。油压弯管机是普通平面缠绕式手动弯管机,弯管生产时弯管的动作是手动的,但其送料,三维拐角等都只能借助定长及角度档尺由人工来完成;
3、数控弯管机是用伺服马达来代替油压分别可控制货车送料与回退大型弯管机,倾转角度的旋转,弯管退弯,辅进辅退,机头升降等,但其夹紧退夹,进芯退芯还是用油压或气压来驱动的,与油压弯管机械的区别在于生产的连续性,加工的精度及管材的三维成形.

数控弯管机也叫数控弯弧机,是借助纯电动加数控系统来实现各类角度的完成,只须要把数据输入到编程里,pic都会根据你所输入的数据自己进行每一个r角的弧度分解一次成形,就和咱操作手机一样哦.数据是手动保存,倘若上次还须要这个数据,这么在咱的配方数据里一键提取就可以了.这个数控弯管机的用处就是各类金属加工行业,各类管件的弯弧角度,我们的数控弯管机都可以加工,数控弯管机角度非常稳定,结合了中英文双界面控制系统,适宜不同人群使用,工业校准系统手动化技术,可以手动排查和确诊机器故障错误的信息,它的信息是直接显示在屏幕里面的,便捷俺们快速解决故障问题.弯管机采用触银幕加数控模组,对话式操作,程式设定简便容易,床身结构稳固,不易变型,弯管机弯管角度稳定

弯管机的日常保养与管理:
一、使用弯管机前要做到,机台要勤清洁,保持机台面无杂物.
二、操作前后要勤检测弯管机蜗杆件之间润滑油的使用状况,已及时添加.
三、防置不用时要勤保养,不要日晒雨淋.
一看:查看线路联接是否正确.
二看:磨具是否摆放在同一水平线.
三看:机器部件之间的润滑情况.
四看:弯管运动机构是否松动,防护装置是否可靠.
加工前先选择好管子的磨具,瞧瞧技术器轮子高度是否在对应的管子的磨具上方,以免撞倒。瞧瞧测料感应开关是否能感应到料,灯亮说明没问题。





